|
|
バックボーン(キール、キールソン、スケグ、フレーム、トランサム、ステム)が出来たところで、今度は8枚の外板をラップストレークで張り上げた状態を推測するために、12mm厚x19mm幅x4m長のバテンを各ラップ部に釘で仮りとめして、外板がモールドと程よく接し滑らかなカーブでつながっているかを確かめます。
|
 |
いよいよ、プランキング工手に入ることが出来ましたので、先ず失敗をしないように、試しにベニア板をガーボードの外板として、コンパスと、スパイリングパターンを利用し切り出しました。うまくステム部のガーボードの位置をトレースしています。
|
 |
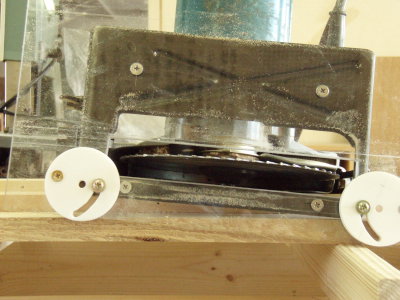
ここで、外板の曲線をうまくきる出すための丸鋸冶具とルータを紹介します。先ず丸鋸は、ご覧の通り30cm角x5mm厚の透明ポリカーボネート板に取り付け、その底面の丸鋸刃の前後に50mm径のディスクを取り付けます。このディスクがうまく曲線定規(バテン)に沿って動くので丸鋸は曲線定規のカーブを上手くトレースしてくれます。その後、曲線定規よりはみ出た1mm程度の部分は、コロつきルータービットで曲線定規と面一にします。 |
 |
 |
|
|
|
|
切り出したガーボードをステム部に仮にクランプで仮取り付けてみました。隙間なく上手くステムのカーブをトレースしています。
|
|
|
ステム部のラップストレーク(プランキング)は先端で重なり厚なしにします。即ち、板厚1枚分だけになるため、受け止め側のプランク材は板厚分スロープをつけて削ります。これをゲインといいます。ここではスロープの長さは12インチ(30cm)にしました。
|
|
|
今度は、ガーボードにゲインを彫りこみ、実際のステムにガーボードをネジ留めです。スケグ部分や船体全体のカーブにガーボードを取り付けることが出来ました。
|








